Keywords: penetrating welds longitudinal radial spiral pressure losses Reynolds number pipeline
Three types of weld can be encountered in the manufacturing of a gas pipeline, some of these welds penetrating significantly inside the pipeline. Depending on their degree of penetration, their length, their shape and their angle in relation to the direction of the main flow, these welds can reduce the flow of the transported gas with different degrees.
Longitudinal weld
This type of weld is encountered during the manufacturing of pipe sections from a forged and rolled plate (U-ing, O-ing with mechanical expansion). This weld, although very long but aligned with the direction of flow, has only a very minimal impact on the transported flow.
https://www.petrosadid.com/piping/pipe_tube/longitudinally.php
https://winsteelpipes.com/news/258.html

Radial weld
This type of weld is encountered during either mounting flanges on sections of tubes or for manufacturing a pipeline. These tubes are generally 12 m long and may be designed for high pressure applications. Being perpendicular to the direction of flow, this type of weld slightly obstructs this flow, generating pressure losses of a few percent. The relative effect is determined by the amplitude of the penetration weld inside the pipe as well as by the thickness of the viscous layer, therefore, from the Reynolds number established from the velocity, the pressure, the molecular weight and the viscosity of the gas.
https://www.sciencedirect.com/topics/engineering/weld-defect
https://www.sciencedirect.com/topics/engineering/circumferential-weld

Spiral weld
This type of weld is encountered during the manufacturing of medium pressure pipelines (rarely exceeding 150 bar) from very long sections of tube (for example, 18 m). Being oblique to the direction of flow, this type of weld constitutes a lesser obstacle locally to the flow but occurring at a high frequency (depending on the angle of the helix formed by the weld) presents very high pressure losses in certain situations. Its effect is determined by the amplitude of the penetration weld inside the pipe, the thickness of the viscous layer (consequently, the Reynolds number) but also the angle of the spiral weld with the flow. In the latter case, the incidence on pressure losses can be of a few tens of percent.
https://www.tubi-spa.com/en/production/spirally-welded-pipes

Numerical flow simulation
The study of pressure losses in a spirally welded tube is considerably more complex compared to a simple junction weld requiring, in the first case, a three-dimensional study due to the absence of symmetry (two dimensional study with a junction weld). Consequently, the simulation of the flow requires a relatively complex meshing modelling (shape and number of meshes). The meshing complexity increases with the value of the Reynolds number. Typically, the number of meshes is of the order of a million.
https://en.wikipedia.org/wiki/Spiral_welding
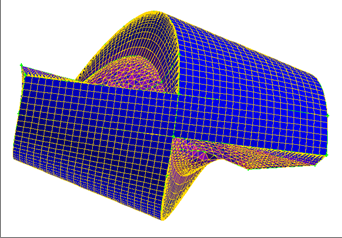
CFD flow simulation shows that the main flow is driven in a circular motion due to the spiral shape of the weld. This movement is all the more pronounced the greater the thickness of the weld, the higher the Reynolds number and the smaller the pipe diameter. This displacement increases the length of the wall in contact with the gas, therefore, the viscous losses.
For radial and spiral weld, the relative effect of the pressure drop is dependent on the shape and size of the weld, the pipeline surface condition outside the weld (wall roughness) and the presence or absence of a coating at the weld. This is the case when the spiral tube is coated internally unlike the tubes with longitudinal weld.
